
Cut through the mysteries of this valuable machining technique. Everything you need to know about Wire EDM in one in-depth guide.
What is Wire EDM (Wire Electrical Discharge Machining)
Wire electrical discharge machining (Wire EDM) is an efficient, non-contact CNC machining process that uses electrical sparks to erode material from a workpiece.
Wire EDM can machine very hard materials like hardened steel, carbides and super alloys that are difficult to machine through traditional methods. It provides excellent edge quality, surface finish and accuracy within tight tolerances.
Wire EDM Advantages

Wire EDM offers several advantages over traditional machining:
- It can easily cut hard, brittle, or delicate materials that are difficult to machine with other methods. Materials like titanium, carbide, and hardened steel can be readily cut with Wire EDM.
- The Wire EDM process generates no cutting forces or vibration, allowing intricate features, thin walls, and fragile structures to be created.
- Accuracy up to 0.005 mm and surface finishes up to 0.8 µm can be achieved, reducing or eliminating the need for additional finishing steps.
- Wire EDM can cut complex contours, slots, holes and 3D profiles not feasible with conventional tools. This facilitates designs with extreme complexity and accuracy.
- Setup and changeover times are fast, as Wire EDM does not require custom tooling. New parts can be cut quickly by simply programming the CNC path.
How Wire EDM Works
The Wire EDM process works by generating a series of rapid, repeating electrical discharges between the wire and workpiece submerged in dielectric fluid. The sparks melt and vaporize material in a precise pattern by eroding the workpiece along the path of the moving wire. By carefully controlling the electrical parameters and wire path via CNC programming, intricate shapes can be cut quickly and accurately.
Note:
- Wire kerf and spark gap: The wire never touches the workpiece. Any contact between the wire and the workpiece would result in a short circuit, preventing the cutting process from taking place.
- Material Limitations: Wire EDM can only machine electrically conductive materials, as it relies on electrical sparks to erode away material. When cutting softer materials, the cutting speed should be set slower to ensure optimal results.
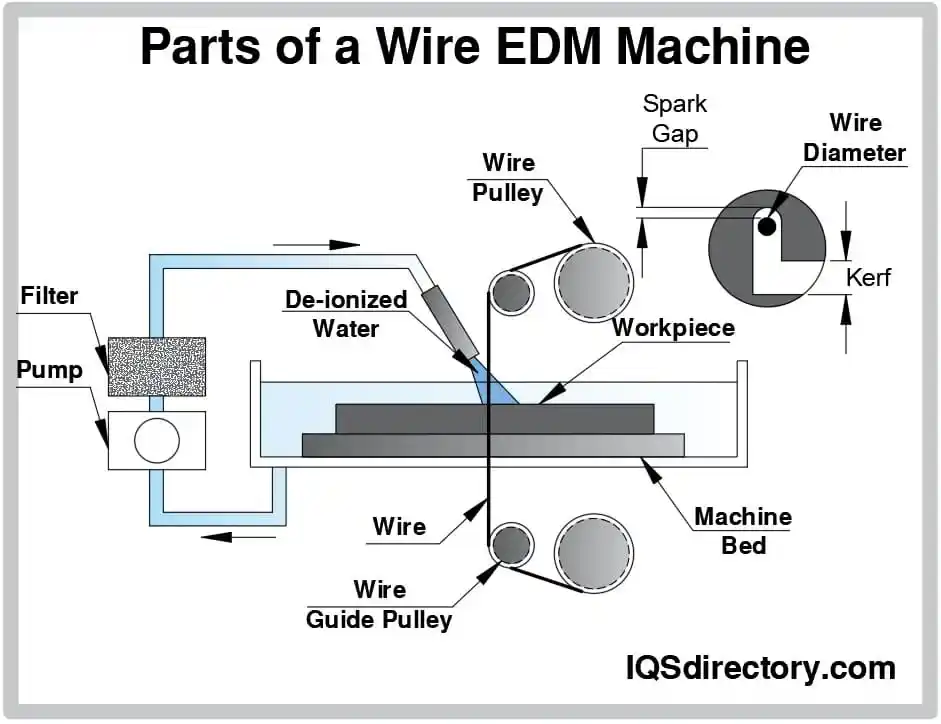
The key components of a Wire EDM machine include:
Power Supply – Generates the voltage and current required to create an electrical discharge between the wire and workpiece. Supplies voltage in the range of 100-300V. Controls the frequency and intensity of the sparks.
Wire – A thin brass, tungsten, or molybdenum wire that serves as the electrode. Diameters range from 0.05-0.30mm. A precision-guided system controls wire tension and positioning.
Workpiece – The electrically conductive material being cut. Is positioned and clamped by a fixture and must make contact with the dielectric fluid.
Dielectric Fluid – Deionized water that surrounds and cools the wire. Removes debris and controls the discharge gap.
CNC System – Controls the movements of the wire and workpiece via CAD/CAM programming to achieve the desired cuts.
The Wire EDM process depends on several critical parameters:
Voltage – The potential difference applied between the wire and workpiece to create sparks. Higher voltage enables cutting of thicker materials.
Pulse Duration – The length of each electrical discharge. Affects how much material is removed with each spark.
Wire Tension – The tensile force applied to the wire. Higher tension improves cutting speed and accuracy.
Wire Speed – The linear feed rate of the wire through the workpiece. Faster speed reduces cutting time but sacrifices surface quality.
Dielectric Flow Rate – The flush rate of deionized water around the wire. Needed to remove debris and excess heat.
Alternative Cutting Methods
Wire EDM vs. Conventional EDM

- Conventional EDM uses a solid electrode that erodes the workpiece, while Wire EDM utilizes a thin wire electrode. This allows Wire EDM to achieve finer finishes and tighter tolerances.
- Wire EDM is significantly faster than conventional EDM, with cutting speeds of 300 – 500 in²/hr.
- Wire EDM produces less waste material and has lower electrode wear.
- However, conventional EDM can handle thicker materials and makes it easier to create 3D shapes.
Wire EDM vs. Laser Cutting

- Laser cutting uses a focused high energy beam to melt or vaporize material. Wire EDM relies on electrical sparks eroding material away.
- Lasers achieve much faster cutting speeds than Wire EDM. However, accuracy and surface finish tend to be superior with Wire EDM.
- Laser cutting is preferable for thin materials, while Wire EDM is better for thick, highly conductive materials.
- EDM wire-cut produces smaller heat-affected zone, able to achieve a cleaner cut edge profile. On the other hand, laser beams may cause slight melt puddling and irregularities along the edge profile.
Wire EDM vs. Waterjet Cutting

- Waterjet uses an extremely high pressure jet of water mixed with abrasives. Wire EDM applies electrical discharges.
- Waterjet can cut softer non-conductive materials like plastic, rubber, and wood that Wire EDM cannot.
- Wire EDM achieves finer tolerances and better edge quality than abrasive waterjet cutting.
- Waterjet is faster than Wire EDM but has limitations on intricate contours and shapes.
Wire EDM vs. Plasma Cutting

- Plasma cutting uses a constricted arc of ionized gas while Wire EDM utilizes liquid dielectric and electricity.
- Plasma can only cut electrically conductive materials. Wire EDM can also cut semi-conductors like graphite.
- Plasma has faster cut speeds but poorer accuracy compared to Wire EDM. Plasma also leaves an angled edge.
In summary, while other methods have some advantages, Wire EDM provides a unique balance of accuracy, precision, and speed for machining hard, conductive materials, making it a go-to choice for critical applications across many industries.
Materials and Applications
Wire EDM can cut any electrically conductive material, making it well-suited for cutting hard metals and alloys. Common materials cut include:
- Stainless Steel – All grades including 304, 316, 410, 17-4PH. Used for medical parts, aerospace components, molds.
- Tool Steel – H13, P20, A2, D2. For tools, dies, mold cavities, and prototypes.
- Titanium – Grade 2, 5, 23. Biomedical implants, aerospace hydraulic assemblies.
- Inconel – For heat-resistant aerospace engine parts and rings.
- Carbides – Tungsten carbide for cutting tools and wear parts.
- Copper Alloys – Beryllium copper for electrical contacts and leadframes.
- Graphite – For electrodes and mold fabrication.
Major industries using Wire EDM include:
- Aerospace – Turbine blades, fuel nozzles, airframes, engine parts.
- Medical – Surgical instruments, prosthetics, knee/hip joints, dental implants.
- Automotive – Engine valves, fuel injectors, spindles, gears, tools.
- Electronics – Printed circuit boards, semiconductors, batteries.
- Firearms – Receivers, slides, barrels, magazines, scopes.
Ideal applications for Wire EDM involve:
- Thin sections and walls – Cut intricately detailed parts down to 0.005 inch thickness.
- Extreme accuracy – Tolerances down to +/- 0.0002 inch are possible.
- Tiny slots/channels – Cut miniaturized features for products like stents.
- 3D contours – Sculpt complex 3D shapes and concavities.
- Hard materials – Machine materials too hard for conventional cutting.
- Fragile parts – Cut delicate electronics and miniature components.
- Prototypes – Wire EDM is often used to create prototypes for new product development, allowing for rapid and accurate testing of designs.
Wire EDM Techniques and Best Practices
Cutting Speed and Accuracy
The diameter of the wire electrode is one of the key factors determining cutting speed and accuracy in Wire EDM.
Using a smaller diameter wire, typically 0.004” to 0.010” Ø (0.1-0.25 mm), allows higher cutting speeds since the reduced mass permits faster movement and quicker discharges. However, the faster speed comes at the cost of lower accuracy and increased wire vibration/instability, which can cause corner rounding.
Larger wire diameters above 0.010ӯ (0.25 mm) cut at slower speeds but offer better accuracy and reduced vibration.
Using Coated/Diffusion-Annealed Wire for Wire EDM

- Increased Cutting Speed – The coating/annealing reduces friction and electrical resistance. These wires can increase cutting speeds by 20-30% compared to uncoated wire.
- Reduced Maintenance – The enhanced wear resistance and performance of wires reduce the need for frequent maintenance and adjustments during Wire EDM operations.
- Better Surface Finish – The coating/annealing process enhances the wire’s surface quality, resulting in a smoother finish on the machined workpiece.
- Reduced Wire Breakage – The coating/annealing strengthens the wire and makes it more resistant to breakage during complex cuts.
- Extended Wire Life – The coating/annealing process extends the wire’s lifespan, reducing the frequency of wire changes and associated downtime.
Surface Finish

A Ra 30 μin (≈ 0.8 μm) can be achieved. Higher current and lower feed rates improve surface finish.
Post-EDM processes like vibratory finishing, passivation, and electro-polishing can further improve finish. Deionized water must be closely monitored.
Troubleshooting
Common wire breakage causes include inadequate flushing, high feeds/speed, inferior wire quality, and wire guides misalignment.
Poor cuts result from contaminated dielectric, incorrect polarity, or bad workpiece grounding. Periodic maintenance and wire inspection essential.
Health and Safety
Risks include electric shock, fire hazards from flammable dielectrics, and potential inhalation of vaporized metals. EDM produces noxious fumes so adequate ventilation is essential. Sparks and high voltages are hazardous – machines require guarding and interlocks. Appropriate PPE like gloves, eye protection and breathing masks should be worn.
Automation
Modern EDMs have automatic wire threading/handling and CNC control for complex geometries. Wire guide cam systems improve accuracy of multi-cavity molds. Customized fixturing increases flexibility for batched production.
Cost Optimization
Reduce operating costs by using lower grade less expensive wires for roughing cuts and high quality wires for finishing. Minimize wasted machine time through efficient programming and scheduling.
