
This article goes over the basics of PLA print speed, explaining its meaning, impact and ways to find the optimal PLA print speed.
Introduction
Print speed is a crucial factor in 3D printing, influencing both the efficiency and quality of your prints.
PLA, a popular 3D printing filament, offers a range of print speeds. This flexibility allows you to optimize print time and quality for your project’s needs. In this article, we’ll delve deeper into the world of PLA printing speeds.
What is PLA Print Speed?
PLA print speed refers to the rate at which the filament is extruded from the printer nozzle and deposited onto the build platform, typically measured in millimeters per second (mm/s). It directly impacts the printing time and the final quality of your PLA prints.
Relationship Between Speed and Quality
While faster speeds are tempting for quicker printing, they can compromise quality in several ways:
- Reduced Layer Adhesion: At high speeds, the filament has less time to cool and properly bond with the previous layer. This can lead to weak prints prone to cracking or delamination.
- Poor Surface Finish: Inconsistent extrusion at high speeds can cause a rough or uneven surface on your prints.
- Dimensional Inaccuracy: Very fast movements can introduce slight inaccuracies, making the final dimensions of your print deviate from the original design.
Factors Influencing PLA Print Speed
Nozzle Size and Type
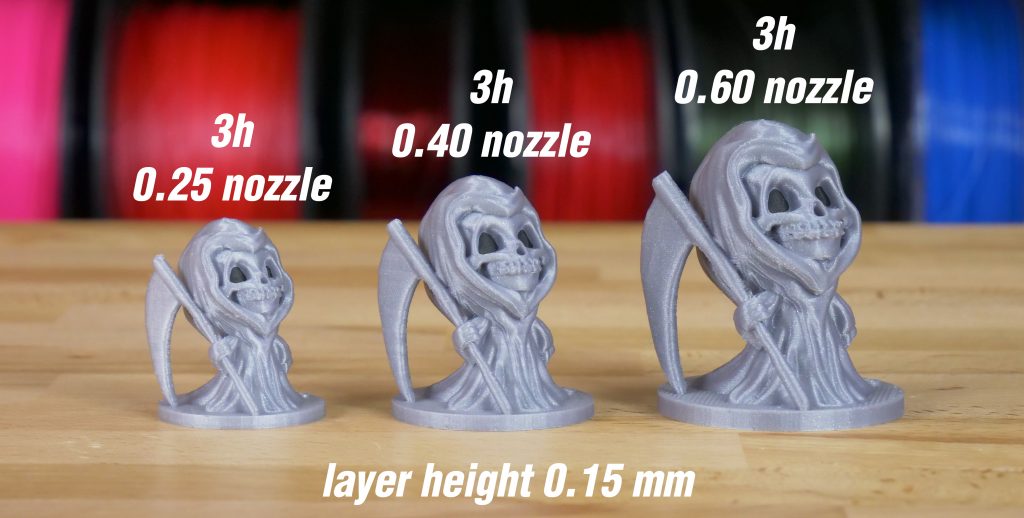
Smaller nozzles (typically 0.2mm or 0.3mm) allow for finer details but may require slower speeds due to the reduced filament flow. Conversely, larger nozzles (0.4mm or 0.6mm) can handle faster printing due to their higher flow capacity.
Source: blog.prusa3d.com
Layer Height
Thicker layers (0.2mm or above) can be printed faster than thinner layers (0.1mm or below) due to less filament needing to be extruded per layer.

Source: enablingthefuture.org
Filament Diameter
Standard 1.75mm filament is more common and allows for a wider range of printing speeds. Thicker filaments (2.85mm) may require slower speeds due to the increased volume of material being extruded.

Source: wevolver.com
Printer Model and Specifications
Different printers have varying capabilities. It’s crucial to consult your printer’s manual for recommended PLA print speed ranges and limitations. Some printers may also offer features like variable speed settings for different parts of the print.
Impact of PLA Print Speed
On Print Quality
Layer Adhesion
High speeds can compromise layer adhesion due to insufficient cooling time between filament extrusion. This leads to weak prints prone to cracking or delamination (layer separation), negatively impacting both structural integrity and aesthetics.

Source: obico.io
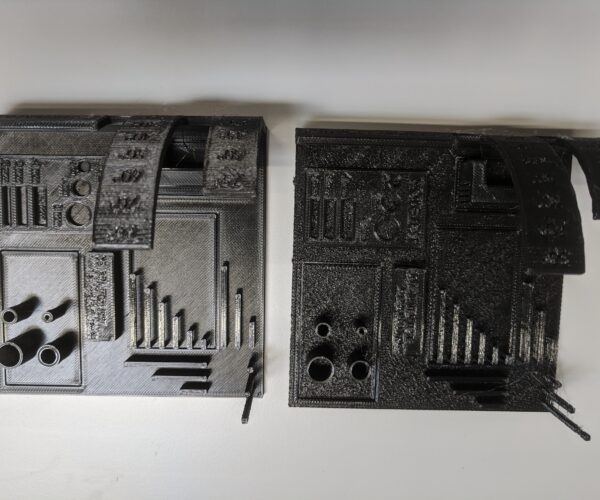
Surface Finish
Inconsistent filament extrusion at faster speeds can manifest as a rough or uneven surface finish. This is particularly detrimental for applications requiring a smooth visual appearance, such as decorative models or prototypes.
Source: forum.prusa3d.com
Resolution and Detail
Slower speeds allow for more precise filament deposition, resulting in sharper details and higher resolution for intricate prints.

Source: all3dp.com
On Print Accuracy
Exceptionally high print speeds can introduce slight deviations in print head movements. This may cause the final dimensions of the printed part to vary slightly from the original design.
This becomes a concern for prints requiring precise dimensional accuracy for functional applications.
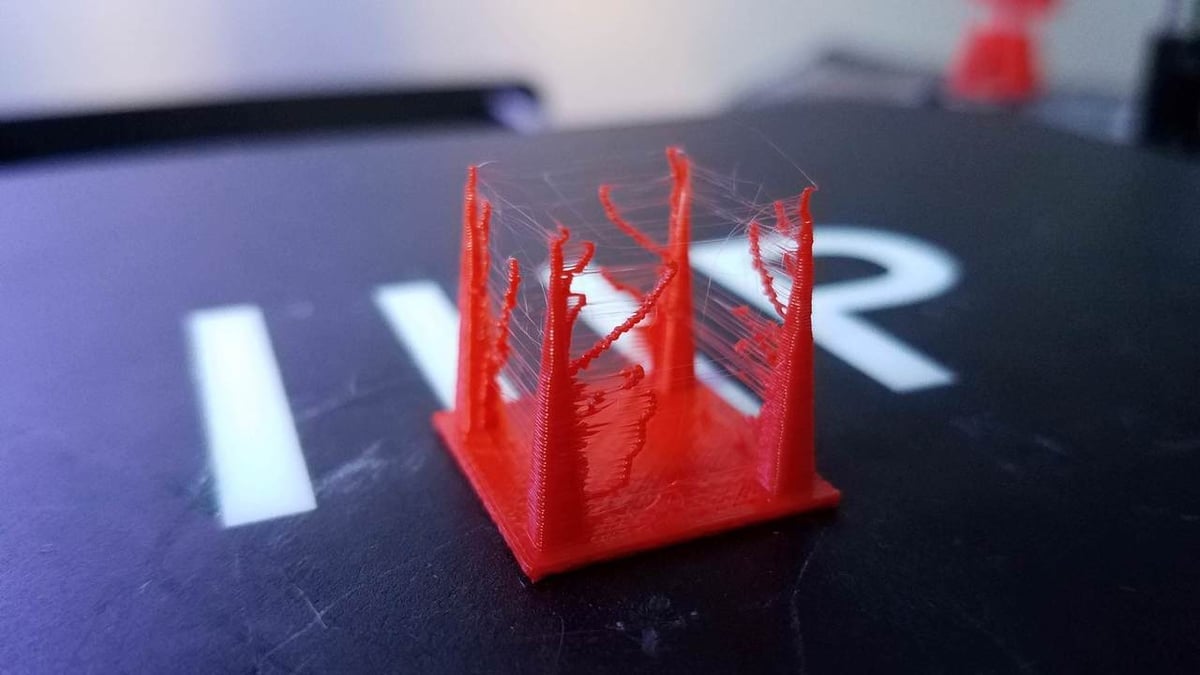
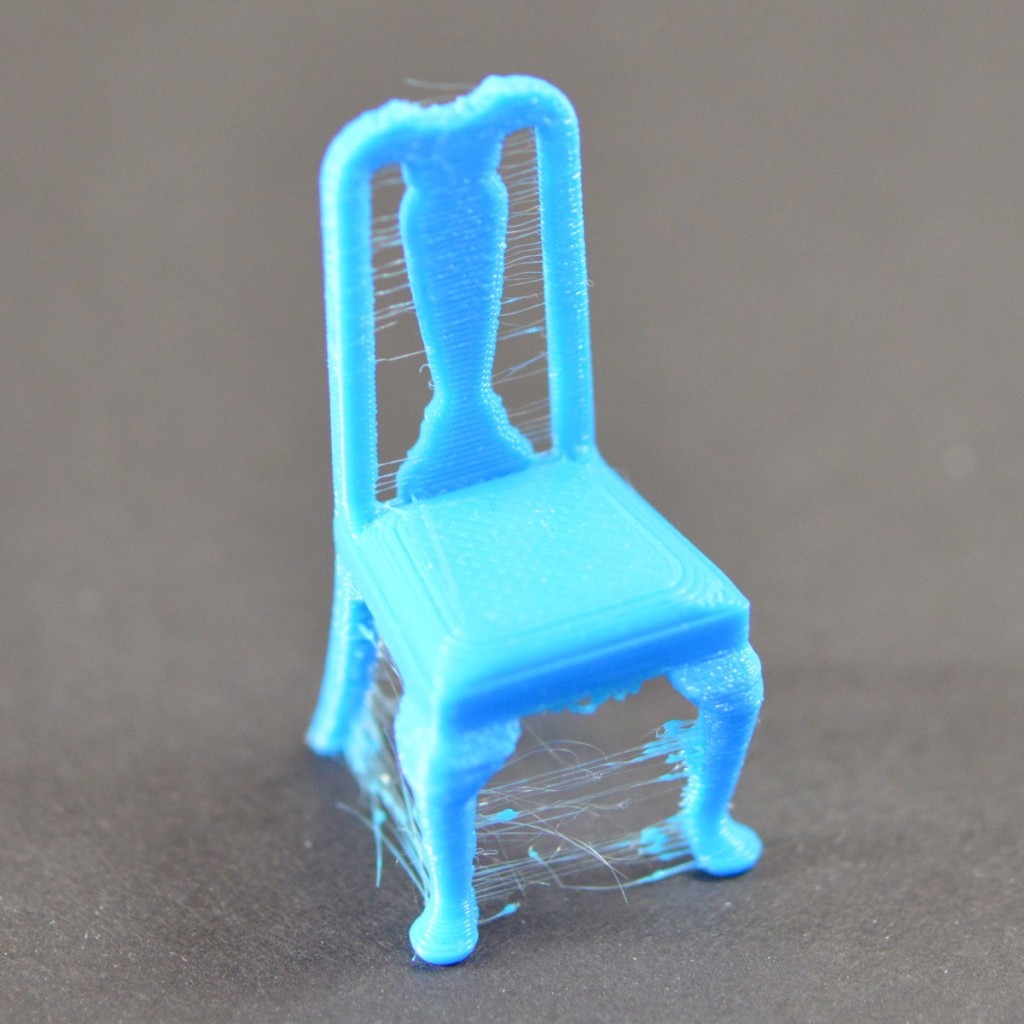
On Stringing and Oozing
Stringing refers to thin wisps of filament that appear between non-printing movements. Oozing is the unwanted leakage of filament from the nozzle during pauses or travel moves. Both issues are more prevalent at higher speeds due to:
- Insufficient Retraction: Retraction pulls a small amount of filament back into the nozzle during travel moves to prevent oozing. At high speeds, retraction settings might not be sufficient to fully withdraw molten filament, leading to stringing.
- Increased Flow Rate: Faster print speeds necessitate a higher rate of filament flow. If retraction and cooling are not properly adjusted, this increased flow can contribute to oozing.
Source: all3dp.com
Source: simplify3d.com
On Print Time and Efficiency
Faster 3D printing results in significant benefits, including increased production for companies with shorter turnaround times on complicated projects, faster prototyping for rapid design cycles.
Recommended Print Speed Ranges for PLA
There’s no universally applicable PLA print speed. It depends on various factors discussed previously.
Standard Range
A range of 40 mm/s to 150 mm/s encompasses most PLA printing applications. This provides a solid foundation for finding the optimal speed for your project.
Slower Speeds (30-60 mm/s)
Prioritize high-quality prints with intricate details or when using smaller nozzles (0.2mm or 0.3mm). Slower speeds allow for enhanced layer adhesion and finer feature definition.
Moderate Speeds (60-100 mm/s)
This versatile range is suitable for many projects, striking a balance between quality and reasonable print times.
Faster Speeds (100-150 mm/s)
Utilize these speeds only for prints where minor quality compromises are acceptable, and the primary focus is on faster completion. This might be suitable for large prints with minimal details or using a larger nozzle size (0.6mm).
Recommended Print Speed Ranges for PLA
General Guidelines for Print Speed with PLA
Standard Range (40 mm/s – 150 mm/s)
This encompasses most PLA printing applications. It provides a solid foundation for experimentation and finding the ideal speed for your specific project.
Start Conservative (50-60 mm/s)
This is a safe starting point for most projects, prioritizing good quality without sacrificing too much time. Gradually increase speed based on your observations and desired outcomes.
Prioritize Quality Over Speed
For intricate details or when using smaller nozzles (0.2mm or 0.3mm), prioritize slower speeds (30-60 mm/s) to ensure proper layer adhesion and finer feature definition.
Balance is Key (60-100 mm/s)
This versatile range strikes a good balance between acceptable quality and reasonable print times for many projects.
Speed for Simple Prints (100-150 mm/s)
Utilize these speeds only when minor quality compromises are acceptable, and the primary focus is on faster completion. This might be suitable for large prints with minimal details or when using a larger nozzle size (0.6mm).
Print Speed Recommendations Based on Nozzle Size
Nozzle size plays a crucial role in optimal print speed due to its influence on filament flow.
Smaller Nozzles (0.2mm or 0.3mm)
Due to the reduced flow rate, slower speeds (30-60 mm/s) are recommended for proper extrusion and detail.
Standard Nozzles (0.4mm)
This most common size offers the most flexibility. Experiment within a wider range (40-100 mm/s) based on your needs.
Larger Nozzles (0.6mm)
These can handle faster speeds (60-150 mm/s) due to their larger filament flow capacity.

Source: top3dshop.com
Adjusting Print Speed for Different Layer Heights
Layer height also affects optimal print speed.
Thicker Layers (0.2mm or above)
These require less filament per layer, allowing for faster speeds (generally above 60 mm/s) compared to thinner layers.
Thinner Layers (0.1mm or below)
For fine details and higher precision, use thinner layers. However, these require slower speeds (around 30-60 mm/s) to ensure proper filament flow and layer adhesion.
How to Find Optimal PLA Print Speed
Step 1. Start with Default Settings
Your printer’s manual and slicer software offer valuable starting points. Consult your manual for manufacturer-recommended PLA print speed ranges specific to your model.
Many slicers come with pre-configured PLA printing profiles, often with adjustable speed settings. Utilize these profiles as a foundation for further customization.
Step 2. Evaluate Print Quality
The key lies in scrutinizing the results. Initiate a test print using a small calibration model designed to assess various printing aspects. Inspect the surface finish for inconsistencies, roughness, or visible defects.
Check for strong inter-layer bonding; weak adhesion indicates the need for slower speeds. Finally, look for stringing and oozing, which might necessitate adjustments to retraction settings or print speed.
Step 3. Adjust Print Speed Gradually
A conservative approach is recommended. Begin around 50-60 mm/s, especially for intricate details or smaller nozzles. Increase the speed incrementally in 10 mm/s intervals for each iteration of the test print. After each speed increase, meticulously examine the test print for any quality deterioration.
Step 4. Fine-Tune Settings
Once you identify a speed range with acceptable quality, you can explore further optimizations. Experiment with retraction settings to minimize stringing and oozing at higher speeds. Additionally, increasing cooling fan speed can improve layer adhesion at slightly faster speeds.
Step 5. Iterative Testing and Documentation
The process doesn’t end with a single successful print. Repeat this approach for different project requirements. For high-quality prints, prioritize slower speeds within the acceptable quality range. For faster turnaround times on simple prints, explore the upper limits of the speed range while maintaining acceptable quality.
Finally, keep a record of successful print speed settings for different nozzle sizes, layer heights, and filament brands used. This personal database becomes a valuable resource for future projects, allowing you to consistently achieve professional-grade 3D prints.
Conclusion
Achieving the optimal PLA print speed necessitates a complex approach that balances quality and efficiency. While greater speeds are appealing for shorter print times, they may impair print quality. With the help of this article, you may achieve the ideal equilibrium.
Achieve the Potential of Your Design with Unionfab
Whether you opt for 3D printing or traditional manufacturing techniques like CNC machining or vacuum casting,Unionfab empowers seamless design translation into exceptional finished products.
With Unionfab’s diverse material selection and expert guidance, you can fully realize the potential of both 3D printing and traditional manufacturing. From rapid prototyping with versatile resins to high-volume production with strong metals, we enable you to select the best approach for each stage of your project.
